



联系威力
咨询热线:18306370829
电话:0632-5681708
传真:0632-5863818
邮箱:2335650247@qq.com
地址:滕州市经济开发区春藤路999号
YWH21-100T铝合金液压冲孔机(液压冲床)
适用于各种钢、铁、铜、铝板、成型钢、槽钢、工字钢等打孔作业,体积小,重量轻,易于操作,省力且快速冲孔。
铝合金液压冲孔机是我司开发的新一代全自动液压高速防盗网、护栏、门花、货架冲孔机,该机在锌钢、不锈钢市场得到非常热烈的欢迎和肯定。可加工直径在Ф80、壁厚3.5mm内的铜管、铝管、铁管、钢管、槽钢、角铁及不锈钢管,亦可加工80×80mm以下、壁厚3.5mm内的不同材质的方管、圆管及异型管。
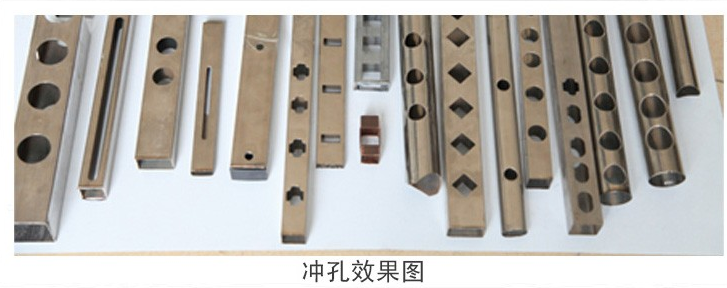
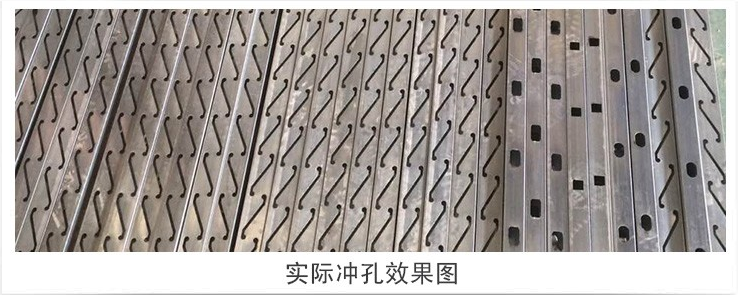
该机具有良好的稳定性、重复性好、效率高等特点,而且能在复杂形状的管件上加工半孔或全孔。通过更换模具可加工各种不同规格及形状的孔径,该机冲孔平整无毛刺,定为准确,可生产各种新型防盗网(菱形防盗网、梅花管防盗网、圆管方管防盗网、亦可做门花、护栏、货架、展示架、扁铁、扁钢、槽钢、角铁等冲孔使用)。整机夹紧、升降等机构采用气压控制,工件定位(X坐标)由伺服驱动,整机控制采用微电脑控制,通过触摸屏界面进行参数设定及操作切换,操作简单方便、并可存储100个以上产品的加工参数。

液压高速冲床广泛应用于不锈钢(锌钢、铝合金、扁铁、扁钢、槽钢、角铁)型材、风扇厂、空调配件厂、天线厂、货架厂、金属家具厂、建筑材料生产企业等五金冲孔加工。可按客户要求量身定做自动化、半自动化设备。
液压冲床主要优点如下:

山东冲床厂家专业生产各型号冲压机床,液压冲床,液压冲孔机,国标冲床好新产品详情,如需购买开式可倾冲床及深喉冲床均请致电0632-5681708
适用于各种钢、铁、铜、铝板、成型钢、槽钢、工字钢等打孔作业,体积小,重量轻,易于操作,省力且快速冲孔。
铝合金液压冲孔机是我司开发的新一代全自动液压高速防盗网、护栏、门花、货架冲孔机,该机在锌钢、不锈钢市场得到非常热烈的欢迎和肯定。可加工直径在Ф80、壁厚3.5mm内的铜管、铝管、铁管、钢管、槽钢、角铁及不锈钢管,亦可加工80×80mm以下、壁厚3.5mm内的不同材质的方管、圆管及异型管。
该机具有良好的稳定性、重复性好、效率高等特点,而且能在复杂形状的管件上加工半孔或全孔。通过更换模具可加工各种不同规格及形状的孔径,该机冲孔平整无毛刺,定为准确,可生产各种新型防盗网(菱形防盗网、梅花管防盗网、圆管方管防盗网、亦可做门花、护栏、货架、展示架、扁铁、扁钢、槽钢、角铁等冲孔使用)。整机夹紧、升降等机构采用气压控制,工件定位(X坐标)由伺服驱动,整机控制采用微电脑控制,通过触摸屏界面进行参数设定及操作切换,操作简单方便、并可存储100个以上产品的加工参数。
液压高速冲床广泛应用于不锈钢(锌钢、铝合金、扁铁、扁钢、槽钢、角铁)型材、风扇厂、空调配件厂、天线厂、货架厂、金属家具厂、建筑材料生产企业等五金冲孔加工。可按客户要求量身定做自动化、半自动化设备。
液压冲床是是冲压设备行业上的立刻款全自动、智能化的伺服电液复合压力机,其与传统冲床和注压机相比,无论是在机械结构上,还是控制系统及功能上都有极大的突破。液压冲床采用了自主研发的双死循环伺服系统控制方式,人性化程度高、全程自动化、智能化且功能强大。
液压冲床主要优点如下:
1.快速落料: 传统型的油压机特点是压力大而速度慢,所以工用效率也不高。本项目技术的伺服电液压力机加入了自主创新的伺服结构设计,响应速度快,可快速加压,其压制速度可达400mm/sc以上,且其压制效果比普通机械冲床更好,可广泛运用到五金制品或非金属制品的压制,如典型的产品有铝制品挤压,表壳、表带、眼镜框架及零件、像框、餐具、标牌、锁具、汽车零件和五金零件等。
2.拉伸功能:使金属大量的变型成为产品过程叫拉伸,拉伸产品在生活中应用很广,拉伸产品一般由油压机完成,而传统的机械冲床是没有此功能的;本项目技术伺服电液压力机可以对各种材料进行完美的拉伸形成产品,如餐具、厨具、电机电器金属壳、罩底板和灯饰零件等产品的拉伸成形,另外其加入好新的触控屏技术,可直接采用无机械触点技术来设置参数,使用方便,人性化程度高。
冲压加工分类
生产中为满足冲压零件形状、尺寸、精度、批量、原材料性能等方面的要求,采用多种多样的冲压加工方法。概括起来冲压加工可以分为分离工序与成形工序两大类。 1. 分离工序:是在冲压过程中使冲压件与板料沿一定的轮廓线相互分离的工序。
如表1-1所示。
表1-1 分离工序
|
工序名称
|
简图
|
工序特征
|
应用范围
|
|
落料
|
用模具沿封闭线冲切板料,冲下的部分为工件。
|
用于制造各种形状的平板零件
|
|
|
冲孔
|
用模具沿封闭线冲切板料,冲下的部分为废料。
|
用于冲平板件或成形件上的孔
|
|
|
切断
|
用剪刀或模具切断板料,切断线不是封闭的。
|
多用于加工形状简单的平板零件
|
|
|
切边
|
用模具将工件边缘多余的材料冲切下来。
|
主要用于立体成形件
|
|
|
冲槽
|
在板料上或成形件上冲切出窄而长的槽
|
||
|
剖切
|
把冲压加工成的半成品切开成为两个或数个零件。
|
多用于不对称的成双或成组冲压之后
|
2. 成形工序:是毛坯在不被破坏的条件下产生塑性变形,形成所要求的形状和尺寸精度的制件。
|
工序名称
|
简图
|
工序特征
|
|
弯曲
|
用模具将板料弯曲成一定角度的零件,或将已弯件再弯。
|
|
|
拉深
|
用模具将板料压成任意形状的空心件,或将空心件作进一步变形
|
|
|
翻边
|
用模具将板料上的孔或外缘翻成直壁
|
|
|
胀形
|
用模具对空心件施加向外的径向力,使局部直径扩张。
|
|
|
缩口
|
用模具对空心件口部施加由外向内的径向压力,使局部直径缩小。
|
|
|
挤压
|
把毛坯放在模腔内,加压使其从模具空隙中挤出,以成形空心或实心零件。
|
|
|
卷圆
|
把板料端部卷成接近封闭的圆头,用以加工类似铰链的零件。
|
|
|
扩口
|
在空心毛坯或管状毛坯的某个部位上使其径向尺寸扩大的变形方法。
|
|
|
校形
|
将工件不平的表面压平;将已弯曲或拉深的工件压成正确的形状
|
山东冲床厂家专业生产各型号冲压机床,液压冲床,液压冲孔机,国标冲床好新产品详情,如需购买开式可倾冲床及深喉冲床均请致电0632-5681708
下一篇:没有了 上一篇:不锈钢筛网冲孔机专用深喉冲床