引起冲床模具跳屑的因素有哪些?
引起冲床模具跳屑的因素有哪些?
冲压模具行业,在实际生产中经常会出现跳屑现象,给现场调试生产带来很大麻烦。此问题经常导致冲压件外观不良,导致模具很难量产,大大降低了生产效率。那么什么叫跳屑呢?
跳屑概念:高速生产中的模具,冲裁完成后,模具开模时冲头把本留在刀口的废料冲带到模面叫跳屑。废屑将会把产品压伤,严重导致外观不良。
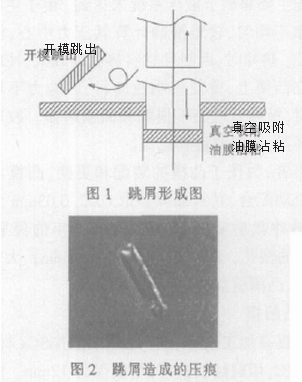
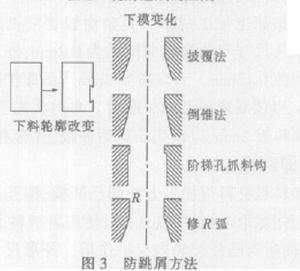
引起冲床模具跳屑具体分析:由于高速冲切时,凸模冲入材料,造成凸模端部与材料间呈真空状态,故冲切后料片随之吸附跳出凹模。造成行进间的料带压伤及变形。其冲切的轮廓形状、间隙、材料特性及厚度、冲切油选用及用量、冲切速度、刀口利钝、冲切深度等都是影响跳屑的主要因素,以下模披覆和空气吸引最为常用,另有落料锥度的变化、吹气法、凸模端面变化法、顶料杆设制、下模抓料法、下料轮廓变化法、下模刃口修角法及吃入深度等调整法视情况搭配使用。